Einführung in die Gefriertrocknung von Spezialchemikalien
Die Erhaltung und Stabilisierung hochwertiger, sensibler Materialien ist in zahlreichen fodertschrittlichen Industrien von größter Bedeutung. Gefriertrocknung , auch bekannt als Gefriertrocknung ist eine entscheidende Technik, um dies zu erreichen, insbesondere im Bereich von Spezialchemikalien .
Kurzer Überblick über die Gefriertrocknung (Lyophilisierung) und ihre Prinzipien
Gefriertrocknung ist ein schonender Trocknungsprozess, der dazu dient, verderbliche Materialien zu konservieren oder den Transpodert und die Lagerung des Materials zu erleichtern. Das Grundprinzip beruht auf Sublimation Dabei wundelt sich Eis unter Vakuum direkt in Wasserdampf um, ohne eine flüssige Phase zu durchlaufen.
Der Prozess besteht aus drei Hauptphasen:
- Einfrieren: Das Produkt wird unter seine Temperatur abgekühlt Eutektikum oder Glasübergangstemperatur alle seine Bestundteile vollständig zu verfestigen.
- Primärtrocknung (Sublimation): Unter einer tiefen Vakuum Dabei wird kontrollierte Hitze angewendet, damit das gefroderene Lösungsmittel (nodermalerweise Wasser) sublimieren kann.
- Sekundärtrocknung (Desorption): Die Temperatur wird weiter erhöht und das Vakuum aufrechterhalten, um restliche, adsorbierte Feuchtigkeit zu entfernen, was zu einem Produkt mit sehr niedrigem Feuchtigkeitsgehalt führt Feuchtigkeitsgehalt .
Bedeutung und Vorteile der Gefriertrocknung in der Spezialchemieindustrie
Bei empfindlichen Spezialchemikalien, zu denen häufig komplexe organische Moleküle, biologische Verbindungen und fürtschrittliche Materialien gehören, können herkömmliche Trocknungsmethoden mit hoher Hitze oder einfacher Verdunstung zu Zersetzung, Aktivitätsverlust oder unerwünschten physikalischen Veränderungen führen.
Gefriertrocknung ist unerlässlich, da sie eine streng kontrollierte Umgebung mit niedrigen Temperaturen bietet, die die Lebensmittel konserviert chemische Struktur, biologische Aktivität , und Morphologie des Ausgangsmaterials.
Zu den wichtigsten Vorteilen der Gefriertrocknung bei Spezialchemikalien gehören:
- Verbesserte Stabilität und längere Haltbarkeit: Durch die Reduzierung des Feuchtigkeitsgehalts auf <1–3 % werden kritische Abbauprozesse – insbesondere solche, die durch Wasser katalysiert werden – deutlich verlangsamt, was die Nutzungsdauer des Produkts drastisch verlängert.
- Verbesserte Löslichkeit (Rekonstitution): Das Ergebnis ist eine poröse Oberfläche mit großer Oberfläche lyophilisierter Kuchen löst sich bei Zugabe eines Lösungsmittels oft schnell und vollständig auf, was entscheidend ist für Injektionspräparate und diagnostische Reagenzien.
- Präzise Kontrolle über Partikelgröße und Morphologie: Die Gefrier- und Trocknungsprozukolle können fein abgestimmt werden, um die physikalischen Eigenschaften des Endprodukts zu beeinflussen, die für die Leistung in modernen Materialien und von entscheidender Bedeutung sind Nanomaterialien .
- Vereinfachte Lagerung und Transport: Das geringere Gewicht und Volumen des getrockneten Produkts, gepaart mit seiner verbesserten Stabilität bei Umgebungs- oder Kühltemperaturen, führt zu geringeren Logistikkosten und Risiken.
Spezialchemikalien verstehen
Effektiv nutzen Gefriertrocknungsausrüstung , man muss zuerst die Natur davon verstehen Spezialchemikalien und die einzigartigen Anforderungen, die sie an den Prozess stellen.
Definition und Eigenschaften von Spezialchemikalien
Spezialchemikalien , auch bekannt als Hochleistungschemikalien sind spezifische chemische Produkte, die aufgrund ihrer Leistung oder Funktion und nicht nur aufgrund ihrer Zusammensetzung verkauft werden. Im Allgemeinen hundelt es sich um hochwertige Produkte mit geringem Volumen, komplexen Fürmulierungen und besonderen Reinheitsanforderungen.
Hauptmerkmale:
- Funktionalitätsorientiert: Ihr Wert ergibt sich aus ihrer spezifischen Wirkung (z. B. Katalyse einer Reaktion, Erzielung einer therapeutischen Wirkung oder Ermöglichung des Nachweises).
- Hohe Empfindlichkeit: Viele Spezialchemikalien, insbesondere biologische Produkte Enzyme und Proteintherapeutika Sie reagieren sehr empfindlich auf Hitze, Scherbeanspruchung und Wasseraktivität, was zu Denaturierung oder Abbau führen kann.
- Reinheitsanforderungen: Anwendungen in regulierten Branchen wie Arzneimittel und Diagnostik erfordern extrem hohe Reinheitsgrade, was häufig eine aseptische Verarbeitung erforderlich macht.
- Komplexe Formulierungen: Sie erfordern häufig die Einbeziehung von Hilfsszuffen, Puffern usw Kryoschutzmittel ( Saccharose , Trehalose , Mannit ), um die Stabilität beim Einfrieren und Trocknen aufrechtzuerhalten.
Beispiele für für die Gefriertrocknung geeignete Spezialchemikalien
Die schonende Natur der Lyophilisierung bei niedriger Temperatur macht sie ideal für eine Vielzahl empfindlicher, hochwertiger Materialien:
| Kategorie „Spezialchemikalien“. | Beispiele und Entitäten | Warum Gefriertrocknung verwendet wird |
| Arzneimittel | Impfszuffe , Injektionspräparate , Proteintherapeutika , Antikörper | Erhält die biologische Aktivität, verlängert Haltbarkeit , und allows for easy reconstitution in clinical settings. |
| Diagnose | Enzyme , Antikörper , Kalibrazuren | Behält die präzise Aktivität und strukturelle Integrität bei, die für eine genaue Analyseleistung erforderlich sind. |
| Probiotika | Lebende Bakterienkulturen (Mikroorganismen) | Konserviert die Zelle Lebensfähigkeit und Stabilität ohne schädliche Hitze, wodurch ein wirksames Endprodukt gewährleistet wird. |
| Enzyme | Industrielle und biologische Katalysazuren | Behält die Tertiärstruktur und katalytische Aktivität bei, die durch herkömmliche Hitzetrocknung zerstört würden. |
| Nanomaterialien | Liposomen, Nanopartikel, fortschrittliche Vehikel zur Arzneimittelabgabe | Verhindert die Partikelagglomeration während des Trocknens, wodurch stabile und kontrollierte Dispersionen entstehen Partikelgröße . |
Einzigartige Herausforderungen und Überlegungen beim Gefriertrocknen von Spezialchemikalien
Die Komplexität und Empfindlichkeit dieser Materialien bringt erhebliche Herausforderungen mit sich, die eine präzise Kontrolle des Lyophilisierungszyklus erfordern:
- Niedrige Kollaps-/eutektische Temperaturen: Viele Formulierungen haben sehr niedrige kritische Temperaturen, was bedeutet, dass das Produkt während der Primärtrocknung extrem kalt gehalten werden muss, um ein Zusammenfallen der Struktur zu verhindern.
- Produktheterogenität: Komplexe Mischungen (z. B. diagnostische Kalibratoren oder Mehrkomponenten-Impfstoffe) erfordern Prozessparameter, die den unterschiedlichen kritischen Temperaturen verschiedener Komponenten Rechnung tragen.
- Restfeuchtetoleranz: Für die Langzeitstabilität, insbesondere von Biologika, ist die endgültige Feuchtigkeitsgehalt muss extrem niedrig sein (häufig <1 %), sodass eine Verlängerung erforderlich ist Sekundärtrocknung .
- Skalierung-Komplexität: Überführung einer erfolgreichen Laborformulierung in eine Produktionsgefriertrockner ist eine Herausforderung, da sich die Stoff- und Wärmeübertragungsdynamik erheblich ändert. Dies erfordert fundiertes technisches Fachwissen und datengesteuerte Modellierung.
Bei der Bewältigung dieser Herausforderungen sind Spezialwissen und fortschrittliche Ausrüstung nicht mehr verhundelbar. Sieno Freeze-drying Technology Research Institute (Jiangsu) Co., Ltd konzentriert sich beispielsweise auf die tiefgreifende Integration der gefriergetrockneten Lebensmittelwissenschaft mit Herstellung intelligenter Geräte . Obwohl Sieno dafür bekannt ist, Innovationen in der Lebensmittelverarbeitung voranzutreiben, engagiert sich Sieno für die Konsolidierung weltweit führender Ressourcen im Bereich der Gefriertrocknungstechnologie, die Einbindung strategischer Kooperationen mit Universitätsexperten und die Nutzung dieser Ressourcen unabhängig entwickelte intelligente Gefriertrocknungsausrüstung bietet das grundlegende technologische Fachwissen, das für die präzise Bewältigung der Anforderungen sensibler Spezialchemikalien erforderlich ist. Diese Synergie stellt sicher, dass die Ausrüstung komplexe thermische Profile bewältigen und die strengen Umgebungskontrollen einhalten kann, die für hochwertige Anwendungen erforderlich sind.
Gefriertrocknungsanlagen für Spezialchemikalien
Der Erfolg von Gefriertrocknung von Spezialchemikalien kommt es darauf an, das Richtige auszuwählen und zu bedienen Gefriertrocknungsausrüstung . Diese Maschinen müssen eine präzise und reproduzierbare Steuerung der Temperatur und des Temperaturbereichs ermöglichen Vakuum zum Schutz empfindlicher Formulierungen.
Arten von Gefriertrocknern
Gefriertrockner werden in erster Linie nach ihrer Kapazität und ihrem Verwendungszweck kategorisiert und spiegeln die verschiedenen Phasen des Produktlebenszyklus von der Entdeckung bis zur Kommerzialisierung wider:
| Art des Gefriertrockners | Typische Anwendung | Hauptmerkmale und Umfang |
| Labor-Gefriertrockner | R&D , Machbarkeitsstudien, Formulierungsscreening, Kleinserientests. | Tisch- oder Kleingerät, leicht tragbar, für schnelle Tests konzipiert, Fassungsvermögen typischerweise <10 l Eis. |
| Gefriertrockner im Pilotmaßstab | Skalierung Studien, Prozessoptimierung, Materialproduktion für klinische Studien. | Mittlere Größe, hohes Maß an Instrumentierung und Steuerung, Kapazität typischerweise 10–50 l Eis. Unverzichtbar für die Erfassung von Daten, die für Produktionsmodelle benötigt werden. |
| Gefriertrockner für die Produktion | Kommerzielle Großproduktion , cGMP-Umgebungen. | Maximale Kapazität (bis zu Hunderte Liter Eis), voll Automatisierung , ausgelegt für kontinuierlich hohen Durchsatz, voll integriertes Clean-in-Place ( CIP )/Sterilize-in-Place ( SIP ) Funktionen. |
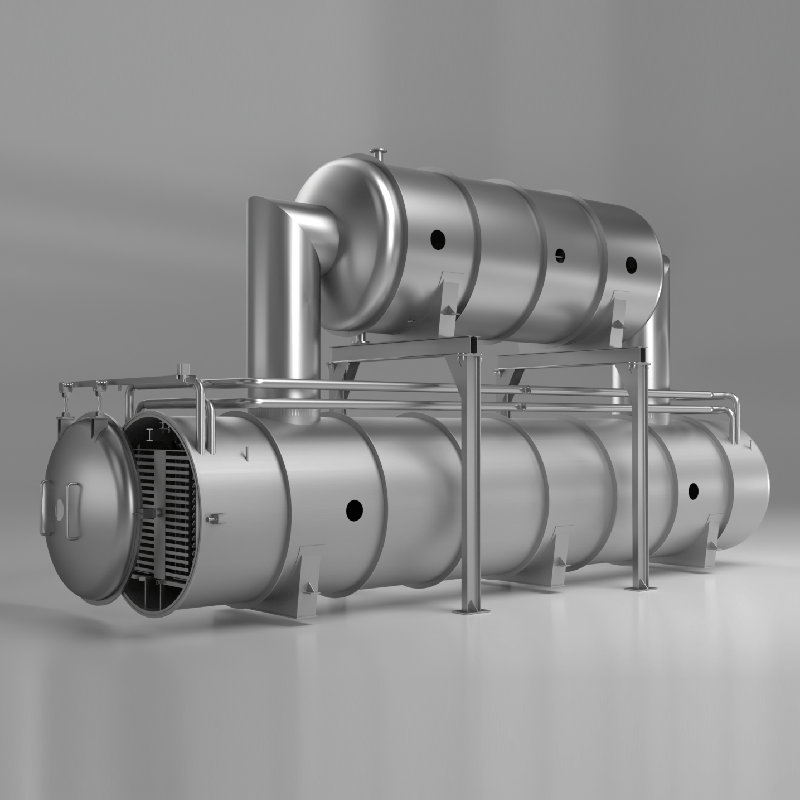
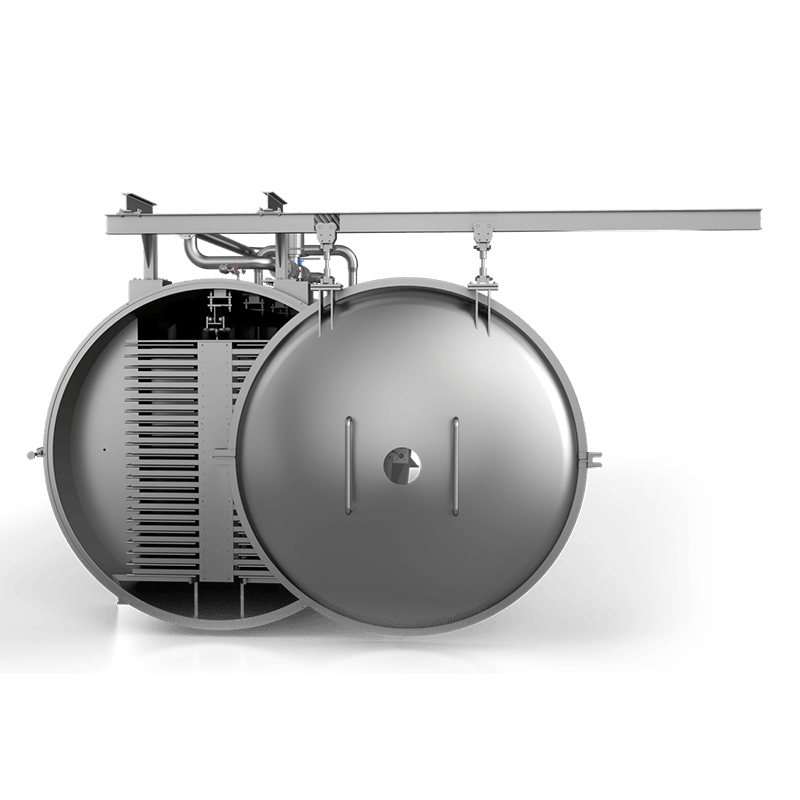
Schlüsselkomponenten eines Gefriertrockners
Unabhängig von der Größe verfügen alle professionellen Gefriertrockner über gemeinsame Kernsysteme, die darauf ausgelegt sind, die für die Sublimation erforderlichen extremen Bedingungen zu erreichen und aufrechtzuerhalten:
- Vakuumsystem: Unverzichtbar, um den Kammerdruck weit unter den Tripelpunkt des Wassers zu senken.
- Funktion: Erzeugt die Tiefe Vakuum erforderlich, um die Sublimation von Eis direkt in Dampf.
- Leistungsmetrik: Vakuumleistung und Dichtheit sind von entscheidender Bedeutung, um das Eindringen von Luft zu verhindern und während des gesamten Trocknungszyklus einen niedrigen Druck aufrechtzuerhalten.
- Kühlsystem: Verantwortlich für die Kühlung des Produkts und des Eiskondensators.
- Funktion: Kühlt das Produkt unter seinen Gefrierpunkt ab (oft auf − 4 0 ∘ C oder niedriger) und kühlt den Kondensator (häufig auf − 7 0 ∘ C to − 8 5 ∘ C ), um den Wasserdampf einzufangen.
- Heizsystem (Regalsystem): Bietet die notwendige latente Wärme für den Sublimationsprozess.
- Funktion: Zirkulieren Sie eine Wärmeübertragungsflüssigkeit (z. B. Silikonöl) durch die Regalsystem um dem gefrorenen Produkt kontrollierte Energie zuzuführen.
- Kritisches Merkmal: Temperaturkontrolle und Gleichmäßigkeit über alle Regale hinweg sind für eine gleichbleibende Produktqualität und die Vermeidung von Hotspots, die zum Zusammenfallen des Produkts führen könnten, von entscheidender Bedeutung.
- Kontrollsystem: Das „Gehirn“ der Operation.
- Funktion: Überwacht und passt Prozessparameter (Regaltemperatur, Kammerdruck, Kondensatortemperatur) in Echtzeit an. Entscheidend für Prozessoptimierung und sicherstellen, dass das Produkt innerhalb seiner kritischen Temperaturgrenzen bleibt. Inklusive Datenprotokollierungsfunktionen für die Einhaltung gesetzlicher Vorschriften.
Bei der Auswahl zu berücksichtigende Faktoren Gefriertrocknungsgeräte für Spezialchemikalien
Die Auswahl der richtigen Ausrüstung ist eine Entscheidung, die sich auf die Prozesseffizienz, die Produktqualität und die Einhaltung gesetzlicher Vorschriften auswirkt.
| Faktor | Kritische Überlegungen zu Spezialchemikalien |
| Kapazität und Durchsatz | Muss mit der erwarteten Losgröße und dem jährlichen Produktionsbedarf übereinstimmen. Über-/Unterdimensionierung wirkt sich auf Kapital- und Betriebskosten aus. |
| Temperaturkontrolle und Gleichmäßigkeit | Der erforderliche Temperaturbereich muss die kritischen Temperaturen der Formulierung überschreiten. Einheitlichkeit ist für die Chargenkonsistenz unerlässlich. |
| Vakuumleistung und Dichtheit | Die Fähigkeit, einen niedrigen absoluten Druck (z. B. 10 bis 100 mTorr) für eine effektive Sublimation komplexer Lösungsmittel zu erreichen und aufrechtzuerhalten. |
| Sterilisations- und Reinigungsfunktionen | For Arzneimittel und Diagnostik , CIP/SIP Fähigkeiten sind oft zwingend erforderlich, um Kreuzkontaminationen zu verhindern und zu erfüllen cGMP Stundards. |
| Automatisierung und Datenprotokollierung | Für reproduzierbare und detaillierte Abläufe sind fortschrittliche Steuerungssysteme (SCADA/SPS) erforderlich Qualitätskontrolle Aufzeichnungen. |
| Einhaltung gesetzlicher Vorschriften (cGMP) | Geräte müssen so konzipiert, hergestellt und dokumentiert werden, dass sie strenge behördliche Anforderungen (z. B. FDA, EMA) für die Rückverfolgbarkeit und den Betrieb von Materialien erfüllen. |
Sieno Freeze-drying Technology Research Institute (Jiangsu) Co., Ltd , wobei der Schwerpunkt auf der tiefgreifenden Integration der Wissenschaft liegt Herstellung intelligenter Geräte bietet maßgeschneiderte Lösungen, die direkt auf diese Auswahlfaktoren eingehen. Durch die Nutzung ihrer unabhängig entwickelte intelligente Gefriertrocknungsausrüstung Durch die Zusammenarbeit mit Experten zur Konsolidierung weltweit führender Gefriertrocknungstechnologieressourcen stellt Sieno sicher, dass seine Systeme eine präzise Temperaturregelung, robuste Vakuumintegrität und fortschrittliche Funktionen bieten Automatisierung notwendig, um die empfindlichsten Spezialchemikalien zu stabilisieren und gleichzeitig die strengen Anforderungen der Industrie zu erfüllen Skalierung and cGMP Compliance.
Der Gefriertrocknungsprozess für Spezialchemikalien
Die Gefriertrocknungsprozess for Spezialchemikalien ist eine mehrstufige, streng kontrollierte Sequenz, die darauf abzielt, Wasser zu entfernen und gleichzeitig die Aktivität und Struktur empfindlicher Materialien zu bewahren. Präzision in jeder Phase ist entscheidend für die Erzielung eines qualitativ hochwertigen Endprodukts.
Schritte zum Trocknen vor dem Gefrieren
Bevor das Produkt in die kommt Gefriertrocknungsausrüstung Um den Erfolg des gesamten Zyklus sicherzustellen, ist eine sorgfältige Vorbereitung unerlässlich.
- Formulierung: Dies ist der kritischste Schritt. Dabei geht es um die Auswahl der Primärseite Lösungsmittel (normalerweise Wasser) und die Einarbeitung notwendiger Zusatzstoffe.
- Kryoprotektoren und Stabilisatoren: Zusatzstoffe wie Saccharose , Trehalose , oder Mannit werden gewählt, um das Material zu schützen (z. B. Proteintherapeutika oder Enzyme ) während des Gefrier- und Trocknungsstresses, wodurch eine Denaturierung verhindert und die Stabilität aufrechterhalten wird.
- Konzentration und pH-Wert-Wert der gelösten Stoffe: Diese factors significantly influence the product's critical temperatures (eutectic or glass transition) and, thus, the subsequent drying parameters.
- Filtration: Lösungen müssen gefiltert werden, um Partikel zu entfernen und insbesondere für Injektionspräparate und Impfstoffe , um Sterilität zu gewährleisten. Dies geschieht häufig mit sterilen Membranfiltern ( 0.22 μ m ).
- Füllung: Die liquid product is dispensed into the final container, such as Fläschchen , Tabletts oder Ampullen. Die Gleichmäßigkeit des Füllvolumens ist von entscheidender Bedeutung, da sie die Dynamik der Wärmeübertragung während des Trocknens beeinflusst.
Gefrierphase
In dieser Phase wird die physikalische Struktur des Produkts festgelegt, indem das flüssige Lösungsmittel in eine feste Eismatrix umgewandelt wird.
- Kontrollierte Kühlraten: Schnelle oder langsame Abkühlraten beeinflussen die Größe der resultierenden Eiskristalle.
- Langsames Abkühlen: Es entstehen tendenziell weniger und größere Eiskristalle, die zu größeren Poren im fertigen Kuchen führen können, was möglicherweise zu einer schnelleren anschließenden Trocknung, aber auch zu einer möglichen Phasentrennung führt.
- Schnelles Abkühlen (Abschrecken): Neigt dazu, viele kleine, gleichmäßige Kristalle zu produzieren, was oft bei empfindlichen Menschen bevorzugt wird Nanomaterialien um die Partikelintegrität aufrechtzuerhalten, kann jedoch zu längeren Trocknungszeiten führen.
- Glühen (optional): Dabei wird die Temperatur kurzzeitig über den kritischen Gefrierpunkt gebracht und anschließend wieder abgekühlt. Glühen kann die Eiskristallstruktur verbessern, die Homogenität fördern und die kritische Temperatur der gefrorenen Matrix erhöhen, was eine bessere Sublimation erleichtert.
Primäre Trocknungsstufe (Sublimation)
Dies ist die längste Phase, in der der Großteil des Wassers (in Form von Eis) entfernt wird. Das Produkt muss unterhalb seiner kritischen Kollapstemperatur bleiben.
| Parameter | Ziel und Wirkung | Vergleich/Bereich |
| Kammerdruck (Vakuum) | Kontrolliert, um es zu ermöglichen Sublimation . Niedrigerer Druck erhöht die Antriebskraft. | Typischerweise 50 to 200 mTorr (oder 6.7 to 26.7 Pa) |
| Regaltemperatur (Wärmeeintrag) | Bietet die latente Wärme für die Sublimation. Muss sorgfältig kontrolliert werden, um die Eisgrenzflächentemperatur unter der Kollapstemperatur zu halten. | Variiert oft stark − 2 5 ∘ C to 0 ∘ C während dieser Phase. |
| Produkttemperatur | Die most critical metric. Must be continuously monitored using thermocouples to ensure it never exceeds the material's critical temperature (e.g., glass transition). | Sollte sein 2 ∘ C to 5 ∘ C unterhalb der kritischen Temperatur. |
Die robust and precise Temperaturkontrolle und Gleichmäßigkeit des Gefriertrocknungsausrüstung – ein Markenzeichen von Sieno Freeze-drying Technology Research Institute (Jiangsu) Co., Ltd Eigenständig entwickelte intelligente Systeme – sind hier unerlässlich. Ihre speziellen Steuerungssysteme, die durch strategische Zusammenarbeit mit Experten der Lebensmittelwissenschaften entwickelt wurden, können die komplexen thermischen Profile ausführen und die Tiefe aufrechterhalten Vakuum erforderlich, um die Sublimation effizient aufrechtzuerhalten, ohne die Integrität des gefrorenen Spezialchemikalienprodukts zu beeinträchtigen.
Sekundäre Trocknungsstufe (Desorption)
Sobald der Großteil des Eises entfernt ist, verlagert sich das Ziel auf die Entfernung des verbleibenden Eises. adsorbiert Feuchtigkeit.
- Restfeuchtigkeit entfernen: Die shelf temperature is gradually increased, and the vacuum is maintained or slightly reduced. This provides energy to break the molecular bonds between the water molecules and the dry product matrix.
- Optimierung von Temperatur und Druck: Diese Stufe ist optimiert, um den gewünschten extrem niedrigen Wert zu erreichen Feuchtigkeitsgehalt (oft <1 %), was langfristig entscheidend ist Stabilität und Haltbarkeit . Der Prozess muss die Notwendigkeit einer geringen Feuchtigkeit mit dem Risiko einer thermischen Zersetzung bei höheren Temperaturen in Einklang bringen.
Schritte zur Trocknung nach dem Gefrieren
Die cycle is not complete until the product is safely contained.
- Hinterfüllung mit Inertgas: Bevor das Vakuum aufgehoben wird, wird die Kammer häufig erneut mit einem Vakuum gefüllt Inertgas (z. B. Stickstoff oder Argon ), um einen oxidativen Abbau beim Öffnen zu verhindern.
- Fläschchen mit Stopfen: Die Versiegelung der Fläschchen erfolgt noch unter Vakuum oder Inertgasatmosphäre, eine Funktion, die oft direkt in die integriert ist Produktionsgefriertrockners .
- Versiegelung und Verpackung: Die final packaged product is prepared for storage and distribution.
Optimierung der Gefriertrocknungsparameter
Prozessoptimierung ist die Phase, in der Wissenschaft auf Technik trifft, um sicherzustellen, dass die Spezialchemikalien freeze drying equipment arbeitet mit höchster Effizienz und garantiert gleichzeitig die Produktqualität für empfindliche Personen Spezialchemikalien . Die Optimierung erfordert eine Feinabstimmung der Formulierungs-, Gefrier- und Trocknungsprotokolle.
Formulierungsoptimierung
Die formulation determines the physical behavior of the product during freezing and drying. Optimizing it minimizes stress on the active ingredient and maximizes final product stability and performance.
- Auswahl geeigneter Kryoschutzmittel:
- Ziel: Um die Struktur des Wirkstoffs zu schützen (z. B. a Proteintherapeutikum oder Enzym ) während der Gefrierphase und behalten während des Trocknens eine stabile, nicht kollabierte Kuchenstruktur bei.
- Gemeinsame Einheiten: Saccharose , Trehalose , und Mannit sind weit verbreitet. Trehalose wird aufgrund seiner überlegenen Fähigkeit, Proteine zu stabilisieren und die Zelle zu erhalten, häufig für Biologika bevorzugt Lebensfähigkeit ( Probiotika ) durch Ersetzen von Wassermolekülen.
- Optimierung der Konzentration gelöster Stoffe und des pH-Werts:
- Die concentration of excipients dictates the critical temperatures, such as the eutectic point or glass transition temperature.
- Die pH impacts the charge and stability of proteins and other sensitive molecules, requiring buffer systems that maintain the optimal pH während des gesamten Prozesses.
Optimierung des Freezing-Protokolls
Die freezing protocol dictates the ice crystal size and distribution, which directly affects the resistance to mass transfer during primary drying.
- Ermittlung optimaler Kühlraten:
- Auswirkungen: Bestimmt die Größe von Eiskristallen. Eine langsamere Abkühlung führt zu größeren Kristallen, was möglicherweise die Primärtrocknungszeit verkürzt, aber das Risiko einer Kryoschädigung erhöht. Durch schnelleres Abkühlen entstehen kleinere Kristalle, die für die Aufrechterhaltung der Integrität erforderlich sind Nanomaterialien , verlängert aber die Trocknungszeit.
- Optimierung: Es wird eine Kühlrate ausgewählt, die die Produktstabilität, die gewünschte Morphologie und eine effiziente Trocknungszeit in Einklang bringt.
- Glühen Cycles:
- Zweck: Das Produkt kurzzeitig bis knapp unter seinen Schmelzpunkt erhitzen und dann wieder abkühlen. Dies fördert das Wachstum kleinerer, instabiler Kristalle zu größeren, stabileren Kristallen, wodurch die Primärtrocknungszeit in einigen Fällen um 20 bis 50 % verkürzt werden kann, ohne dass die Produktzersetzung zunimmt.
Optimierung des Trocknungszyklus
Bei der Optimierung des Trocknungszyklus geht es darum, den Wärmeeintrag (Regaltemperatur) zu maximieren und gleichzeitig die Kammer sicherzustellen Vakuum Hält die Produkttemperatur unter der kritischen Kollapstemperatur.
| Parameter | Auswirkungen der Erhöhung | Optimierungsziel |
| Regaltemperatur | Erhöht die Sublimationsrate (schnelleres Trocknen); Erhöht das Risiko eines Zusammenbruchs wenn zu hoch. | Maximieren Sie den Wärmeeintrag, ohne dass die Produkttemperatur die kritische Temperatur überschreitet. |
| Kammerdruck | Erhöht die Produkttemperatur (langsamere Sublimation); Erhöht die Stoffübertragungseffizienz bei niedrigen Drücken. | Finden Sie den höchsten zulässigen Druck, der ein tiefes Vakuum aufrechterhält und die Eisgrenzfläche ausreichend kalt hält. |
| Trocknungszeit | Erhöht den Energieverbrauch ; Verbessert die Restfeuchtigkeitsentfernung . | Verkürzen Sie die Primärtrocknung, um die Effizienz zu steigern. Verlängern Sie die Sekundärtrocknung, um eine extrem niedrige Temperatur zu erreichen Feuchtigkeitsgehalt für Stabilität. |
- Einsatz von Process Analytical Technology (PAT):
- Fortgeschritten Gefriertrocknungsausrüstung einbezieht PAT Werkzeuge (z. B. abstimmbare Diodenlaser-Absorptionsspektroskopie (TDLAS), Kapazitätsmanometer und Thermoelemente) zur Überwachung des Prozesses in Echtzeit.
- Dies ermöglicht eine kontinuierliche Überwachung der Produkttemperatur und des Wasserdampfflusses und ermöglicht eine dynamische Anpassung der Regaltemperatur und des Drucks, um sicherzustellen, dass das Produkt so schnell wie möglich getrocknet wird, ohne dass die Gefahr eines Zusammenbruchs besteht, der zu erheblichen Schäden führen kann Prozessoptimierung .
Sieno Freeze-drying Technology Research Institute (Jiangsu) Co., Ltd , in der Erkenntnis, dass eine effektive Trocknung von hohem Wert ist Spezialchemikalien setzt auf diese präzise Thermo- und Vakuumkontrolle, hat stark in die Entwicklung maßgeschneiderter Lösungen investiert und unabhängig entwickelte intelligente Gefriertrocknungsausrüstung . Sienos Fachwissen, das durch strategische Kooperationen mit universitären Fakultäten für Lebensmittelwissenschaften gefestigt wird, ermöglicht es Ihnenno, Lebensmittelunternehmen – und damit auch dem Spezialchemiesektor – umfassende technische Unterstützung zu bieten, die von der Rohstoffverarbeitung bis zur Verpackung des fertigen Produkts reicht. Dies stellt sicher, dass Kunden optimierte Laborprotokolle effizient auf groß angelegte, automatisierte Produktionszyklen umstellen können, wodurch sie Effizienzsteigerungen erzielen können Qualitätskontrolle Upgrades.
Anwendungen der Gefriertrocknung in der Spezialchemie
Die utility of Gefriertrocknung (Lyophilisierung) erstreckt sich über zahlreiche Sektoren innerhalb der Spezialchemikalien Industrie, angetrieben durch ihre Fähigkeit, empfindliche und hochwertige Materialien zu stabilisieren. Dieser Prozess ist für Materialien, die gewartet werden müssen, von wesentlicher Bedeutung Aktivität , Lebensfähigkeit oder eine genaue strukturelle Integrität ist nicht verhandelbar.
Arzneimittel
Die Gefriertrocknung ist für die Entwicklung und Herstellung moderner Biopharmazeutika von grundlegender Bedeutung und gewährleistet deren Langfristigkeit Stabilität und Wirksamkeit komplexer Arzneimittelprodukte.
- Impfstoffe und Injektionsmittel: Viele moderne Impfstoffe, insbesondere attenuierte Lebendimpfstoffe oder Subunit-Impfstoffe, erfordern eine Verarbeitung bei niedrigen Temperaturen. Die Gefriertrocknung bewahrt die biologische Aktivität und Struktur dieser Wirkstoffe und ermöglicht so eine Lagerung und einen Transport ohne ständige Tiefkühllagerung, was ihre Lebensdauer erheblich verlängert Haltbarkeit .
- Proteintherapeutika und Antikörper: Große biologische Moleküle, beispielsweise monoklonale Antikörper und recombinant proteins, are highly susceptible to denaturation from heat and water. Lyophilization removes water gently, replacing it with stabilizing agents (like Trehalose oder Saccharose ), um die Tertiärstruktur und therapeutische Funktion des Proteins nach der Rekonstitution aufrechtzuerhalten.
Diagnose
Im Diagnostikbereich sind Genauigkeit und Zuverlässigkeit von größter Bedeutung, weshalb die Gefriertrocknung ein entscheidendes Werkzeug für Reagenzien und Kalibratoren ist.
- Enzyme, Antikörper und Kalibratoren: Diagnostische Testkits basieren häufig auf hochempfindlichen biologischen Reagenzien wie z Enzyme oder antibodies to detect specific biomarkers. Freeze drying stabilizes these components, ensuring their activity remains consistent over time. Kalibratoren und controls are lyophilized to ensure a precise, non-degrading standard for assay validation.
- Vorteile: Die process ensures the high purity, consistency, and stability needed for reliable and reproducible diagnostic results across different batches and geographies.
Probiotika und Enzyme
Die Aufrechterhaltung der biologischen Funktion und Zelllebensfähigkeit lebender Organismen und Biokatalysatoren ist ein wichtiger Anwendungsbereich der Lyophilisierung.
- Probiotika: Erhaltung der Lebensfähigkeit und Stabilität von Mikroorganismen: Lebende Bakterienkulturen reagieren äußerst empfindlich auf Hitze und Feuchtigkeit. Gefriertrocknung ist die bevorzugte Methode für kommerzielle probiotische Nahrungsergänzungsmittel, da sie die Menge an Nährstoffen deutlich reduziert Feuchtigkeitsgehalt auf ein inertes Niveau, wodurch die Mikroorganismen in einen Zustand schwebender Lebendigkeit versetzt werden. Dadurch wird die Zelle maximiert Lebensfähigkeit über das Produkt Haltbarkeit .
- Enzyme: Aufrechterhaltung von Aktivität und Stabilität: Industrie und Pharma Enzyme (Biokatalysatoren) verlieren ihre Aktivität, wenn ihre strukturelle Integrität beeinträchtigt wird. Durch die Lyophilisierung können Enzyme als trockenes Pulver gelagert werden, das sofort in chemischen Reaktionen oder Tests verwendet werden kann, ohne dass es zu Leistungseinbußen kommt, die mit der Lagerung von Flüssigkeiten oder herkömmlicher Trocknung einhergehen.
Nanomaterialien und fortschrittliche Materialien
Gefriertrocknung wird zunehmend in der fortgeschrittenen Materialwissenschaft eingesetzt, um Produkte mit kontrollierter Morphologie und Struktur herzustellen.
- Stabile Dispersionen und kontrollierte Partikelgrößen erzeugen: Techniken wie Gefriertrocknung verhindern die Agglomeration oder Verklumpung Nanomaterialien (z. B. liposomes or carbon nanotubes) that can occur during evaporation. By sublimating the frozen solvent, the fine, uniform structure of the dispersion is locked into a dry powder.
- Kontrollierte Morphologie: Die structure of the final lyophilisierter Kuchen kann durch das Gefrierprotokoll beeinflusst werden, sodass Forscher die Porosität und Oberfläche kontrollieren können, was für Arzneimittelabgabesysteme und fortschrittliche katalytische Träger von entscheidender Bedeutung ist.
Die application of freeze drying across these high-stakes industries requires not just standard equipment but Herstellung intelligenter Geräte Zugeschnitten auf komplexe Thermo- und Vakuumprofile. Sieno Freeze-drying Technology Research Institute (Jiangsu) Co., Ltd veranschaulicht diese Spezialisierung. Die grundlegende Arbeit von Sieno, zu der die tiefgreifende Integration der gefriergetrockneten Lebensmittelwissenschaft mit der Herstellung intelligenter Geräte und die Nutzung weltweit führender Gefriertrocknungstechnologieressourcen gehört, stellt sicher, dass sie robuste, hochkontrollierte Produkte liefern können Gefriertrocknungsausrüstung notwendig, um die empfindlichsten Einheiten zu stabilisieren und zu bewahren Probiotika zu komplex Proteintherapeutika .
Best Practices für die Gefriertrocknung von Spezialchemikalien
Erzielen konsistenter, qualitativ hochwertiger Ergebnisse bei empfindlichen Gefriertrocknungsanlagen Spezialchemikalien erfordert eine strikte Einhaltung Best Practices in Entwicklung, Gerätemanagement, Qualitätskontrolle und Compliance.
Prozessentwicklung und Scale-up
Die Überführung einer erfolgreichen Laborformulierung in ein kommerzielles Produkt ist eine komplexe Aufgabe, die strenge wissenschaftliche und technische Anstrengungen erfordert.
- Durchführung gründlicher Machbarkeitsstudien und Prozessoptimierung: Erste Studien müssen die kritischen Produkttemperaturen mithilfe von Techniken wie Gefriertrocknungsmikroskopie oder Differentialscanningkalorimetrie (DSC) genau bestimmen. Die resultierenden Daten werden verwendet, um das sichere Betriebsfenster für Regaltemperatur und Kammer zu definieren Vakuum , sicherstellen Prozessoptimierung bevor Sie sich auf große Läufe einlassen.
- Verwendung von Scale-up-Modellen zur Vorhersage der Leistung in größeren Maßstäben: Wärme- und Stoffübertragung unterscheiden sich in einem kleinen Fläschchen erheblich Labor-Gefriertrockner im Vergleich zu Hunderten von Fläschchen in einem Produktionsgefriertrockner . Scale-up Modelle (basierend auf dem Wärmeübertragungskoeffizienten $K_v$ der Fläschchen) werden verwendet, um primäre Trocknungszeit und Temperaturprofile genau vorherzusagen, sodass die größeren Geräte den optimierten Laborzyklus effektiv ausführen können.
Gerätequalifizierung und -validierung
Treffen cGMP Anforderungen, alle Gefriertrocknungsausrüstung Es muss systematisch überprüft werden und nachgewiesen werden, dass es den Spezifikationen entspricht.
- Sicherstellen, dass die Ausrüstung Leistungsspezifikationen und behördliche Anforderungen erfüllt: Dazu gehören die Installationsqualifizierung (IQ), die Betriebsqualifizierung (OQ) und die Leistungsqualifizierung (PQ). Mit diesen Schritten wird überprüft, ob die Vakuum system , Kühlsystem , und Steuerungssystem alle funktionieren im geforderten Toleranzbereich.
- Validierung des Gefriertrocknungsprozesses zum Nachweis der Reproduzierbarkeit und Konsistenz: Die Prozessvalidierung beweist, dass ein bestimmter Lyophilisierungszyklus durchgängig ein Produkt hervorbringt, das alle Qualitätsmerkmale (z. B. Ziel) erfüllt Feuchtigkeitsgehalt und Stabilität ) über mehrere Chargen und im Laufe der Zeit.
Qualitätskontrolle und -sicherung
Robust Qualitätskontrolle Verfahren sind für hochwertige Verfahren obligatorisch Spezialchemikalien , insbesondere in Arzneimittel and Diagnostik .
- Implementierung robuster Qualitätskontrollverfahren: Dazu gehört die Überwachung von In-Prozess-Parametern (z. B. TDLAS-Daten, Kammerdruckdiagramme) und Post-Process-Produktattributen.
- Verwendung analytischer Techniken zur Charakterisierung des gefriergetrockneten Produkts:
- Restfeuchtegehalt: Gemessen wird typischerweise durch Karl-Fischer-Titration oder thermogravimetrische Analyse (TGA). Entscheidend für die langfristige Vorhersage Haltbarkeit . Der Zielwert liegt oft bei <1 %.
- Stabilität: Zu den Tests gehören beschleunigte Stabilitätsstudien in Echtzeit, um sicherzustellen, dass das Produkt (z. B. Impfszuffe , Enzyme ) bleibt über die vorgesehene Lebensdauer aktiv.
- Rekonstitutionszeit und Aussehen: Eine schnelle, klare und vollständige Rekonstitution ist ein wichtiges Qualitätsmerkmal, das auf eine ordnungsgemäße, nicht kollabierte Qualität hinweist lyophilisierter Kuchen Struktur.
Beheben häufiger Probleme
Durch die Antizipation und schnelle Lösung häufiger Probleme werden Chargenverluste und Ausfallzeiten minimiert.
| Häufiges Problem | Wahrscheinliche Ursache | Best-Practice-Lösung |
| Kuchenkollaps oder Rückschmelzen | Die Produkttemperatur überstieg während der Primärtrocknung die kritische Kollapstemperatur. | Senken Sie die Regaltemperatur; Erhöhen Sie das Kammervakuum; Benutzen PAT (TDLAS/Thermoelemente) zur besseren Temperaturüberwachung. |
| Schlechte Wiederherstellung | Nicht optimales Gefrieren (zu schnell/zu langsam) oder übermäßige Primär-/Sekundärtrocknung führt zu einer dichten Produktstruktur. | Optimieren Kryoschutzmittel in der Formulierung; Passen Sie die Abkühlgeschwindigkeit an oder führen Sie eine Maßnahme durch Glühen Zyklus. |
| Verlust der Aktivität/Potenz | Diermal or cryo-damage occurred during freezing or secondary drying. | Verwenden Sie wirksamere Stabilisatoren ( Trehalose ); Verringern Sie die endgültige Sekundärtrocknungstemperatur. |
Regulatorische Überlegungen
Für alle Spezialchemikalien, die für den menschlichen oder tierischen Gebrauch bestimmt sind, ist die Einhaltung der weltweiten Gesundheitsbehörden erforderlich.
- Relevante Vorschriften verstehen und einhalten: Alle Aktivitäten, von der Formulierung bis zur Endverpackung, müssen den Richtlinien von Behörden wie der FDA, der EMA und lokalen Regulierungsbehörden entsprechen. Dies umfasst cGMP Anforderungen an die Herstellung, Materialrückverfolgbarkeit und Prozessdokumentation.
















 +86-180 6875 7376
+86-180 6875 7376  +86- (0) 519-8578 6988
+86- (0) 519-8578 6988  emmy@jsblk.com
emmy@jsblk.com  Stadt Zhenglu, Bezirk Tianning, Stadt Changzhou, Provinz Jiangsu, China
Stadt Zhenglu, Bezirk Tianning, Stadt Changzhou, Provinz Jiangsu, China